ソリューション事例
ソリューション事例
Case02
生産性・品質を上げたい
半開放コイルによる一発焼入で品質と生産性を向上
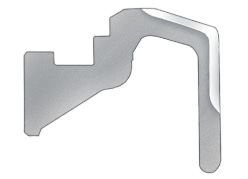
(図1)の農機足回り部品は、路面や砂利に暴露されるため、外面を焼入することで耐摩耗性を向上させています。
従来はワークを低速回転させて移動焼入しており、1つのワークを焼入するのに360sec/個かかっていました。
これでは時間当たり10個しか処理することが出来ず、生産性の低さが課題となっていました。
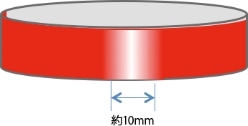
また、移動焼入の場合、焼き始めと焼き終わりでどうしてもソフトゾーン(図2)が発生してしまいます。
これは、一度硬度が入った部分を再度焼入すると焼き割れのリスクがあるため、あえて素材硬度のままにする“継ぎ目”の様な物です。
ソフトゾーンは焼入箇所(HV600以上)に比べて部分的に硬度が低く(HV250前後)なるため、局部的に摩耗が進行しやすく、部品寿命が短くなるという問題があります。
富士電子工業の一発加熱浸漬焼入を採用することで、全周にわたって均一な硬化層を確保できます。
また、加熱時間が移動焼入に比べて非常に短く、サイクルタイムを従来比1/4の90sec/個まで短縮し、大幅な生産能力アップを実現しています。
この高品質・高生産性に大きく寄与しているのが富士電子工業の半開放コイルです。
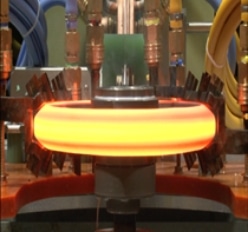
全周を覆う一般的な丸コイルと違い、ワークの半分だけを覆う(図3)のでワーク搬入出の際はコイルを後方に逃がせます。
投入位置周りの空間がフリーとなるため、ワークをコイルに当てて破損させる心配がありません。
ロボットによるハンドリングも容易となります。
また、この半開放コイルにより加熱と休止を繰り返すことでオーバーヒートを回避する優しい昇温が可能となります。
従来はワークを低速回転させて移動焼入しており、1つのワークを焼入するのに360sec/個かかっていました。
これでは時間当たり10個しか処理することが出来ず、生産性の低さが課題となっていました。
図1:ワーク マクロパターン
また、移動焼入の場合、焼き始めと焼き終わりでどうしてもソフトゾーン(図2)が発生してしまいます。
これは、一度硬度が入った部分を再度焼入すると焼き割れのリスクがあるため、あえて素材硬度のままにする“継ぎ目”の様な物です。
ソフトゾーンは焼入箇所(HV600以上)に比べて部分的に硬度が低く(HV250前後)なるため、局部的に摩耗が進行しやすく、部品寿命が短くなるという問題があります。
図2:ソフトゾーンのイメージ
富士電子工業の一発加熱浸漬焼入を採用することで、全周にわたって均一な硬化層を確保できます。
また、加熱時間が移動焼入に比べて非常に短く、サイクルタイムを従来比1/4の90sec/個まで短縮し、大幅な生産能力アップを実現しています。
この高品質・高生産性に大きく寄与しているのが富士電子工業の半開放コイルです。
全周を覆う一般的な丸コイルと違い、ワークの半分だけを覆う(図3)のでワーク搬入出の際はコイルを後方に逃がせます。
投入位置周りの空間がフリーとなるため、ワークをコイルに当てて破損させる心配がありません。
ロボットによるハンドリングも容易となります。
また、この半開放コイルにより加熱と休止を繰り返すことでオーバーヒートを回避する優しい昇温が可能となります。
図3:半開放コイルによる加熱
図1:ワーク マクロパターン
図2:ソフトゾーンのイメージ
図3:半開放コイルによる加熱
▲
