Our Track Record (Non-Hardening High Frequency Induction Heating Equipment)
Our Track Record (Non-Hardening High Frequency Induction Heating Equipment)
Our Track Record (Non-Hardening High Frequency Induction Heating Equipment)
Annealing and Tempering
Specific sections can be softened or microstructurally adjusted, such as through partial annealing after full carburization or friction welding.
Shrink Fitting

In most cases of shrink fitting, shafts are inserted manually after heating a large number of units in a furnace. Our track record shows that the introduction of high frequency induction heating can improve single workpiece productivity by 300-600%, while reducing electricity consumption by approximately 60%. Possibly the most important advantage is that the entire process from workpiece heating to shaft insertion and discharge can be automated and integrated into a production line.
Pre-Forging Heating
By heating only the part to be forged, distortion and the number of post-process corrective man-hours are reduced, compared to the traditional method. Power consumption is also reduced.
Brazing

High frequency brazing is more energy-efficient than burner brazing. It is also superior in workability due to its short heating time and high reproducibility, and facilitates a clean working environment.
Sintering

Fuji Electronics’ high temperature control capability enables us to support a wide range of applications and requirements in powder metallurgy for sintering powders, such as hot pressing of tungsten carbide, vacuum sintering, and sintering of diamond tools.
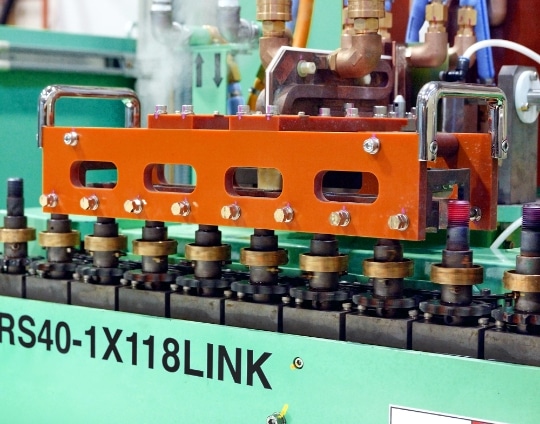
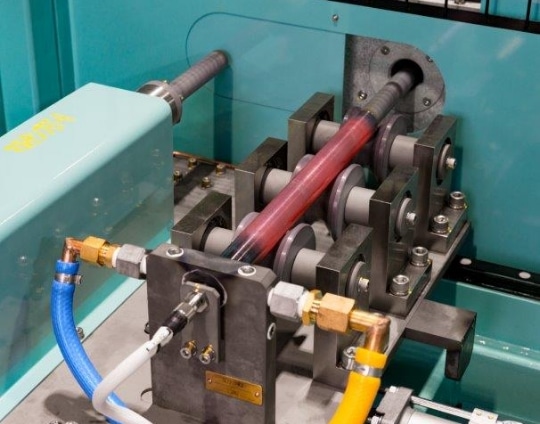
Metal Welding (Pipe)

Pipes are passed through a heating coil and pressure forged to form a pipe. Efficient heating is achieved through self-heating of the pipes.
Getter Firing and Welding

As high frequency induction heating causes metals to self-heat, it can be used to heat metals within glass tubes or to weld tubes and metal together.
▲
