solution 사례
solution 사례
Case04
변형으로 공차를 만족할 수 없다?
치수 변화의 원인은 여러가지 있습니다.
근년 부품에 요구되는 정밀도는 고도화하고 도면의 공차도 마이크로(0.01)이하로 지정되는 것이 자주 있습니다. 치수 공차에 넣는것이 명제가 됩니다만, 소입을 하면 반드시 치수 변화가 일어납니다.
여러가지 원인이 있지만 크게는 아래 두가지입니다.
・잔유응력해방으로 인한 수치변화
・조직변태(구조의 변화)로 인한 수치변화
잔유응력의 해방이란, 워크는 소입되기까지 여러가지 공정을 거치고있습니다.
소재 빌릿에서 와이어드로잉이나 단조, 절삭가공, 탭가공 등, 형상이 변화하고 깎여지고 각소에 응력이 축적됩니다. 형상은 유지되어있지만 인장 · 압축응력이 여러가지방향에 담겨있습니다.
이 상태의 워크를 가열하면, 열로 인해 응력이 해방되어 수치가 변화합니다.
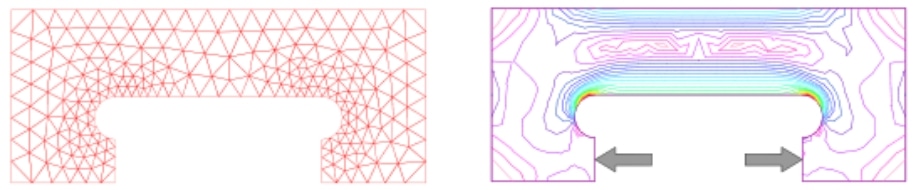
그림1:응력집중도
다음에 조직변태입니다만, 소입 공정에서는 가열온도에 따라 조직변태가 일어납니다.
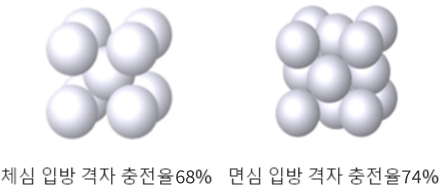
철강은 A3점(911도) 이상이 되면 오스테나이트 변태하여 금속의 원자 구조가 체심입방격자에서 면심입방격자로 변합니다.
그림2처럼 구조의 변화에 의해 원자간의 간격이 변화합니다.
그리고 오스테나이트를 냉각하면 면심정방격자에 또 조직구조가 변합니다.
즉, 소입중에 금속표면은 물리적으로 팽창 → 수축하게 됩니다.
※팽창량은 철강중의 탄소량에 좌우됩니다.
이런 원인들이 복잡하게 얽혀 축소하거나 굽혀지거나 예측밖의 수치변화를 일으키는것이 있습니다.
연삭값을 확보해 놓고 마지막 공정에서 치수를 맞추면 간단하지만 연마값이 크면 그만큼 공수가 늘어나고 루울렛이나 비묘한 각도가 있는 면 등, 수정하기 어려운 것도 있습니다.
치수변화의 경향을 보고 전보정을 하더라도 소재 상태를 항상 일정하게 하지않면 안돼서, 변화폭이 크면 그만큼 공차를 초과해버리는 경우가 있습니다.
정밀 부품에 있어 변형을 최소한으로 하는 것은 매우 중요하다고 할 수 있습니다.
또한 억지로 교정하면 크랙의 위험도 있고, 소입으로 얻은 강도도 틀림없이 떨어집니다.
이렇게 변형에 대해서는 공정 전체에서 제어할 필요가 있고 후지덴시공업은 여러가지 부품에 대해서 변형량을 최소한으로 하는 도전 · 개발을 하고 있습니다. 특히 분위기처리에서 고주파소입으로 공정변경할 경우, 큰 효과가 기대할 수 있습니다. 변형에서 고민하시는 분은 꼭 문의하십시오.
그림2 bcc,fcc구조
▲
