ソリューション事例
ソリューション事例
Case01
硬度が出ない
硬度が足りない?
素材の組織が適切でないと、
いくら焼入をしても硬度は上がりません!
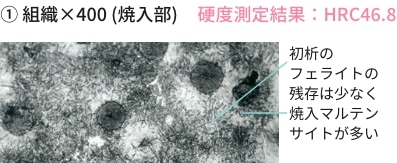
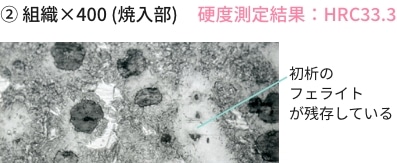
右図焼入パターン(色が白く変化している箇所)では指定範囲を満たしているように見えますが、実際に硬度測定を行うと、HRC46以上を満たしているのは①のみでした。
光学顕微鏡により③の素材組織を見ると、フェライトが大部分を占めており、パーライト面積が少ないことが分かります。

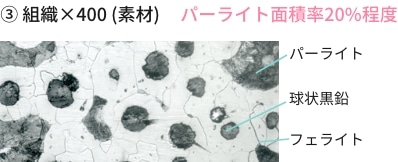
フェライトをいくら加熱して冷却しても、硬度は上がりません。特に鋳物を焼入する場合、安定した焼入を行うには最低でも70%以上のパーライト率が必要です。
本品の場合、パーライト率が低い箇所が多くありました。
処理を短時間で行う高周波焼入は、浸炭炉などの雰囲気熱処理に比べて、偏析など素材の影響を受けやすい特徴があります。
このケースの様に、素材が原因で熱処理品質に影響を及ぼすことがあります。
特に鋳物については、その他鉄鋼材料よりもロット毎のバラつきが大きくなる傾向がありますので、特に注意が必要です。
富士電子では、X線式金属材料解析機を始め、各種検査機器を社内に保有しておりますので、根本原因の迅速な特定が可能です。
光学顕微鏡により③の素材組織を見ると、フェライトが大部分を占めており、パーライト面積が少ないことが分かります。
フェライトをいくら加熱して冷却しても、硬度は上がりません。特に鋳物を焼入する場合、安定した焼入を行うには最低でも70%以上のパーライト率が必要です。
本品の場合、パーライト率が低い箇所が多くありました。
処理を短時間で行う高周波焼入は、浸炭炉などの雰囲気熱処理に比べて、偏析など素材の影響を受けやすい特徴があります。
このケースの様に、素材が原因で熱処理品質に影響を及ぼすことがあります。
特に鋳物については、その他鉄鋼材料よりもロット毎のバラつきが大きくなる傾向がありますので、特に注意が必要です。
富士電子では、X線式金属材料解析機を始め、各種検査機器を社内に保有しておりますので、根本原因の迅速な特定が可能です。
▲
