ソリューション事例
ソリューション事例
Case04
歪みで公差に入らない
寸法変化の要因は、様々です。
近年、部品に求められる精度は高度化しており、図面の公差もマイクロ(0.01mm)以下で指定されていることが珍しくありません。
寸法公差に入れることが命題となりますが、焼入を施すと寸法変化が多少なりとも必ず起こります。
様々な要因がありますが、大きくは下記の二つが挙げられます。
・残留応力解放による寸法変化
・組織が変態(構造の変化)することによる寸法変化
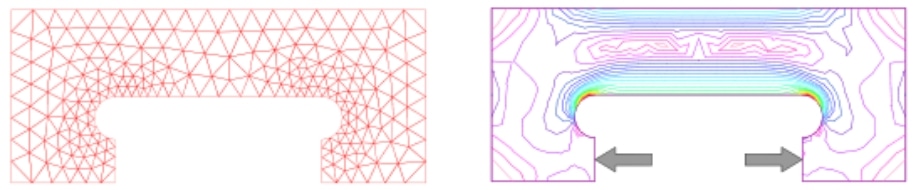
残留応力の解放ですが、ワークは焼入されるまでに様々な工程を経ています。
素材のビレットから始まり、引き抜きや鍛造、切削加工、タップ加工等、形が変わり、削り取られ、各所にストレス(応力)が蓄積されます。形状は保っているものの、拡がろうとする力、縮もうとする力、様々な方向に力が働いています。
この状態のワークを加熱すると、この熱によって応力解放され寸法が変化するのです。
図1:応力集中図
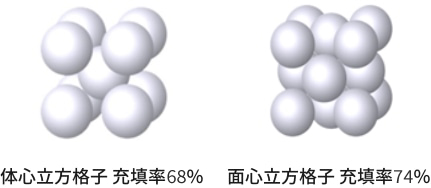
次に組織変態ですが、焼入のプロセスでは加熱温度により組織変態が起こります。
鉄鋼はA3点(911℃)を超えると、オーステナイト変態し、金属の原子構造が体心立方格子から面心立方格子へと変わります。図2の通り、構造の変化によって原子間の隙間が変化します。そしてオーステナイトを冷却すると、面心正方格子へまた組織構造が変わります。つまり、焼入中に金属表面は物理的に膨張→収縮することになります。
※膨張量は鋼中の炭素量に左右されます。
これらの要因が複雑に絡み合い、あるものは縮んだり、あるものは曲がったり、予想外の寸法変化を起こすことがあります。
研磨代を設けて最終工程で寸法を出してしまえば話は簡単ですが、研磨代が多いとそれだけ工数が増えますし、ローレットや微妙な角度が付いた面など、修正が困難なものもあります。 寸法変化の傾向を見て前補正をかけたとしても、素材の状態を毎回一定にしなければならず、変化幅が大きいとそれだけで公差をオーバーしてしまう場合があります。精密部品において歪を極小にすることは非常に大切と言えます。
また、無理に矯正すれば割れの危険性も出ますし、焼入で得た強度は間違いなく減少します。
このように、歪に対してはトータルプロセスでのコントロールが必要ですが、富士電子工業は様々な部品に対して歪量を最小限にする取り組み・開発を行っております。特に雰囲気処理から高周波焼入に工程変更する場合、大きな効果が見込めます。
歪で困りごとがあれば、是非ご相談下さい。
図2 bcc,fcc構造
▲
